Case Study: Custom Fixtures Improve Efficiency for Technimark
J.A. King is Now Cross Precision Measurement!
Same team, same expertise. This case study was performed by our precision measurement team before becoming Cross Precision Measurement. Learn more about our history.

Technimark, a manufacturer of high-value injection-molded packaging and components, works with some of the most recognizable brands to create rigid plastic solutions for healthcare, consumer packaging, and even industrial applications. The team at Technimark partners with their customers to take designs from the idea stage, through engineering, production, and finally quality testing. Their Asheboro, NC facility has 5 production floors and their quality lab records around 35,000 measurements daily. Because of the high volume of products coming through their quality lab, efficiency is key. In addition, assuring that the tests are simple to run is critical due to staffing challenges.
To make the process as simple and efficient as possible, Technimark partnered with J.A. King’s engineering group to create a number of custom force, vision, and CMM fixtures. These are designed to make loading parts easy while also ensuring repeatability. “I enjoy working with J.A. King because their engineering department partners with us to develop the best solution”, said Todd Nance, Metrology Manager at Technimark. “We’ve developed a great relationship over time and work together really well to develop creative solutions.” Over the last five years, the partnership has been productive with J.A. King producing twenty-seven unique force fixtures, eleven CMM fixtures, and four vision fixtures for Technimark.
To best understand the creative solutions developed by the J.A. King engineering team, specific examples are helpful. Shown here are two unique fixtures created for testing packaging for a well-known manufacturer of gum and breath mints:
Part A is a rectangular plastic package that holds chewing gum. The challenge in measuring this piece is that it had very tight tolerances in three directions over a large area. For this reason, the actual machining of the CMM fixture needed to be very precise. When the fixture was manufactured, the base plate was cut and then the pieces that the top rests upon were cut. It was then bolted together prior to machining to ensure that the entire fixture is flat. This is key in providing a reference surface for the measurements. Additionally, because there wasn’t enough surface area to use suction to hold the part, magnets were used to hold the fixture in place.

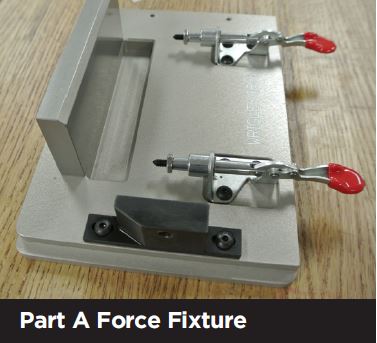
The Part A Force Fixture was fairly straight forward, as it only tested lid opening force. A simple pocket locates the part. The complexity of this fixture was that the test procedures required that it not be opened prior to testing. This meant the part couldn’t be held down with anything on the inside of the container such as a magnet or weight. At the same time, the outer portion of the container was fairly flimsy, so traditional clamps couldn’t grip the part properly. The rather simple solution developed by the J.A. King engineers, was to move the clamps as close to the edges of the part as possible, where it was the most rigid. This resulted in a holding force that worked perfectly.
Part B is a cup style gum or breath mint package with a lid. The challenge in measuring this particular item is that it needed to be held in place while being measured without allowing the part to collapse. The fixture created by J.A. King utilizes vacuum and suction cups to hold the parts in place. It also includes features to ensure the part is placed correctly into the proper spot. This allows users to easily place parts quickly without requiring additional steps to secure the pieces. The fixture itself holds 24 containers at once to improve throughput and all the locations are numbered to make it simple for the operators to track which part was in each cavity.

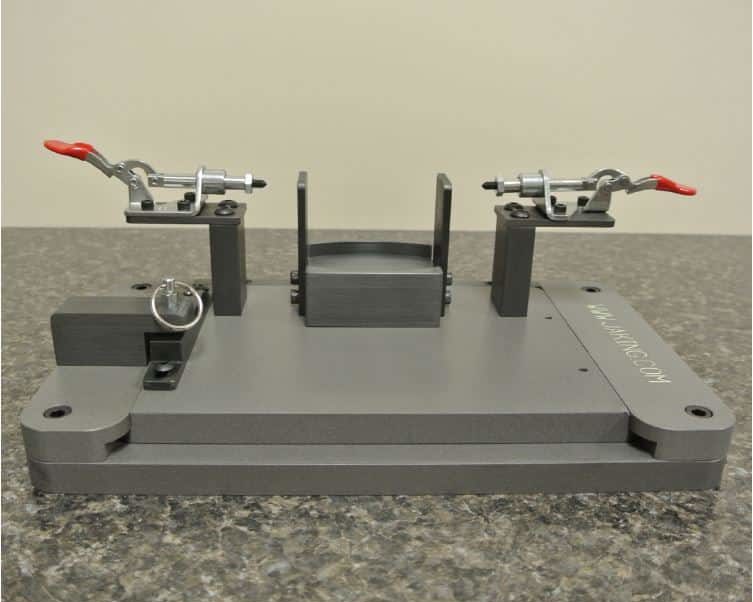
For the Part B Force Fixture, the part locating and clamping was simple. The part slipped onto a couple of tabs and into a pocket, with two simple toggle clamps locking it in place. For this test, they wanted to perform both the lid opening and the lid de-capping, or pulling the lid off the cup completely, in the same test with the same fixture. The J.A. King team made a custom pulling attachment that would do both tests, and designed the fixture in such a way that it could slide and lock into both positions needed to perform the tests. The operator simply started at position one, performed the opening test, then moved the fixture to position two, and performed the de-capping test. The cup never had to be un-fixtured or removed from the test, making it very quick and easy to perform both tests.
A unique benefit of the various force fixtures created by the J.A. King engineering team is that they are built as interchangeable nests which can be used on a single Starrett force stand. The team at J.A. King not only designed and built the fixtures, but also wrote the programming for the force stand. The fixtures are engraved with the part name, and the program is written in the software so that it is easy to match the part with the corresponding fixture and program. This saves Technimark money because they do not need a dedicated test stand for each part, as they switch back and forth they can simply change which fixture is in the nest and change programs. Additionally, efficiency is improved as their staff can quickly and easily determine the fixture needed and slide it into place to start measuring.
Aside from just solving the problem of holding parts for measurement, the J.A. King engineering team found additional ways to add value for Technimark through both cost and time savings. “J.A. King has a tremendous amount of measurement expertise and I trust them to help us find creative solutions for measuring complex parts”, said Nance.
For more information regarding Technimark and the products they offer, please visit technimark.com.
Want to share or download this case study? Here’s a downloadable PDF copy: J.A. King Case Study: Technimark