






100% Employee Owned, Founded 1954
J.A. King is now Cross Precision Measurement! Since 1939, our precision measurement group has provided industry-leading technical expertise and world-class customer service with a focus on character, integrity, and professionalism. Our team has the same great technical expertise accumulated over years of focus in precision measurement. Our offering includes calibration, inspection, and testing services, along with an industry leading range of precision measurement products from brands you know and trust.
Whether you need onsite calibration, product inspection, equipment validation, or professional testing services, Cross can help . We’ve provided world-class services to the industrial world for years. And we can provide that same value to your operation, too.
Our network of calibration laboratories and embedded customer facilities has been recognized as one of the fastest growing calibration service and repair companies in North America. And it is currently one of the top five independent service providers in the region.
Our precision measurement and testing teams have the knowledge and resources to help our customers reduce risk, improve quality, and increase efficiency throughout their entire process. Whether it’s through onsite calibration services, industry-leading metrology products, equipment inspection, or any of the other services we provide, Cross Precision Measurement is dedicated to the success of our customers and industrial partners.
We strive to be your trusted measurement partner providing accuracy, reliability, and efficiency to let you focus on what you do best.
Cross Company Testing is capable of performing a wide range of destructive and non-destructive testing services for industrial, municipal, and commercial operations. From airbag testing to environmental chambers to custom designed tests, we can perform the testing you’re looking for
Our calibration services are well-known throughout the industrial world. Whether it’s onsite calibration or calibration performed in one of our many calibration facilities, we can provide the services your operation needs to ensure performance and equipment accuracy.
At Cross, we have many strategic partnerships with leading metrology equipment manufacturers throughout the world. That way, we can always provide high-quality, reliable, durable precision measurement equipment to all of our customers. And we can provide that same quality equipment to your operation, too.
When it comes to product inspection, in many cases, accurate equipment is necessary for reliable quality control and regulatory compliance. Cross can provide the product and equipment inspection/validation services your facility needs to maintain compliance, ensure safety, and guarantee happy end users.
We serve an enormous range of industries throughout the industrial, commercial, and municipal worlds. From aerospace to mining to pharmaceutical, virtually all industries rely on precision measurement in some capacity. We can provide the calibration, products, inspection, or testing your industry needs.
We also maintain a record of white papers, webinars, case studies, tutorials, video resources and much more. And we provide them all for free to anyone in the industrial world looking for a quick answer or to see how Cross Precision Measurement was able to solve a problem or create a custom solution.
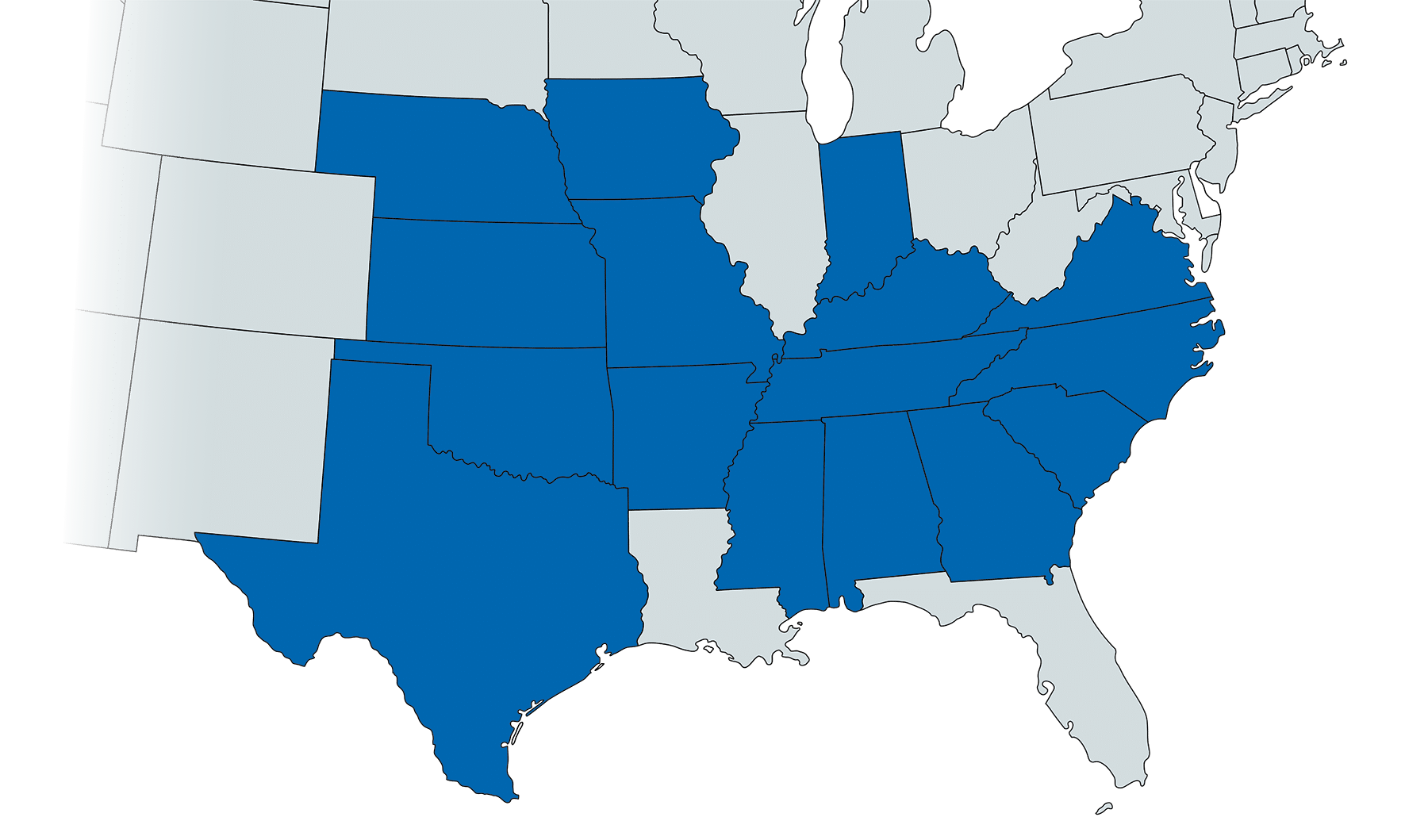
We have sales teams and service technicians strategically located across the Southeast and Midwest.
There’s a reason why so many industrial facilities and other operations choose Cross Precision Measurement again and again. Between our industry-leading expertise, strategic brand partnerships, and world-class customer service, for many companies Cross has become a single-source supplier for all their metrology, testing, and inspection needs.
If you’re looking for a reliable, experienced precision measurement company with experience in your industry, you’ve come to the right place. With our decades of experience and breadth of industrial partnerships, Cross can provide the products, services, or solutions your operation needs.
Many companies choose Cross Precision Measurement due to our recognized expertise in metrology, calibration, and testing
We make it our business to partner with leading manufacturers across the globe. This lets us provide the best equipment for our customers.
We understand the importance of customer service and post-sales support. We always want to ensure that you’re getting the support you need
Sign up for our newsletter to get industry trends, educational content, and product updates, the way you want to receive them.
© 2023 Cross Company. All rights reserved | Privacy Policy | Terms of Use | Terms of Sale
Design Collaboration and Hosting by Drum Creative
"*" indicates required fields
We’re looking through thousands of pages to find the most relevant information.
In the meantime, enjoy these fun facts…